

Multi-axis load cell
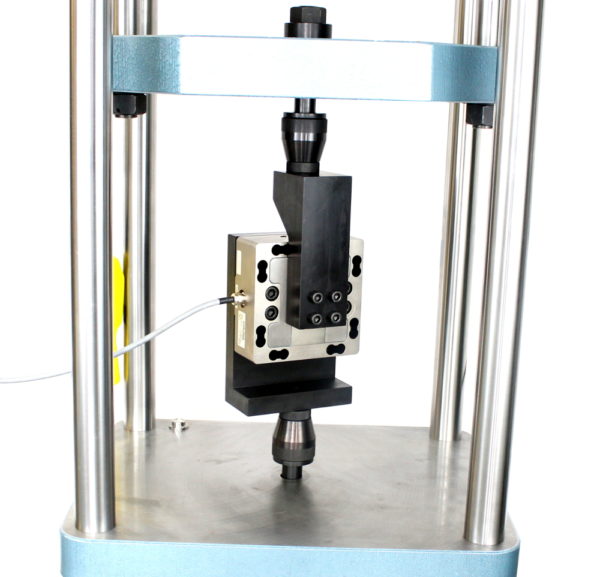
Multi-Axis load cells are becoming more popular, and the calibration of such load cells creates various challenges to ensure minimal cross-talk and to calibrate each axis of the load cells. This blog describes a detailed test plan for calibrating a 3-axis multi-axis load cell in a Morehouse.
Universal Calibrating Machine (pictured below). The blog describes a test plan to prove a new design of Morehouse adapters when used in a Morehouse Universal Calibrating was sufficient for enabling a very accurate calibration of Multi-Axis load cells.

Calibration Accessories Test Plan for Multi-axis Load Cell
The multi-axis load cell test plan included:
- Purchasing a model 3A160 load cell with 10 kN capacity
- Purchasing BSC4 4-Channel Bridge Amplifier in conjunction with the matching software and wiring
- Setting up the load cell amplifier system
- Design calibration adapters to test the 3A160 load cell in X-Y plane loading directions
- Implementing calibration tests in X and Y directions separately and monitoring crosstalk to the other channels
The calibration adapters were made with 4140 tooling material originally and got heat treated for additional yield strength. The adapters were designed so that they could be used for calibrating the load cell in both X and Y directions using the same set of adapters and only mounting the load cell in different directions.
The adapters were designed to be installed on Morehouse Quick-Change Tension Members using standard tension member adapters. The Model 3A160 is supplied in various capacities up to 50 kN, with the same physical configuration and mounting hole patterns.
Therefore, the adapters for this model were designed with 50 kN capacity and a safety factor of 1.75 to 1. The design was modified twice after the initial stage to ensure the calibration system could generate consistent results and satisfy the manufacturer’s specifications.
Calibration Equipment
Reference Standard: Morehouse 10,000 lbf Ultra-Precision standard (SN: U-7643) with HBM DMP40 indicator
Calibrating machine: Morehouse 30,000 lbf capacity Universal Calibrating Machine with upgraded 60,000 lbf jack. This machine is very similar to the final unit that the customer will receive
UUT indicator: BSC4 4-Channel Bridge Amplifier with software for simultaneous reading of all three channels. The coefficients provided by the load cell manufacturer were input into the software to obtain direct read results.
Test Results
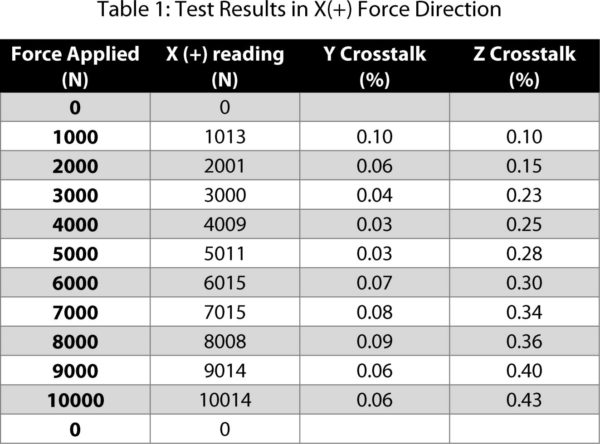
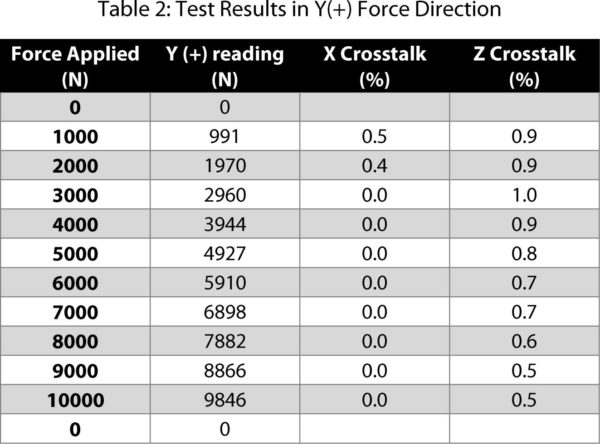
The calibration test was performed on X+ and Y+ directions at 10 points, and the crosstalk to other channels was also recorded. The following tables show the results. It should be noted that the crosstalk at low points is very small and is highly affected by the noise in the system. For that reason, the crosstalk value is usually reported by manufacturers only at capacity.
The published specification for the crosstalk of this load cell between X:Y channels is less than 1% (at capacity). As can be seen in the tables below, the reported cross talks for the two loading directions at capacity were 0.06 % and 0 respectively; much lower than the published specifications.
The published crosstalk between X:Z and Y:Z channels is 2 % at force capacity according to the product specification sheets. The recorded value presented in Tables 1 and 2 is 0.43 and 0.5 %, which would pass the reported specifications with real loading conditions. In conclusion, the tests showed satisfactory results that would pass the load cells' published specifications.
Training and Final Verification
A calibration specialist team from Turkish Aerospace Industries visited Morehouse facilities in York, PA from July 31st – August 2nd, 2017 to verify the machine's performance and get trained on using the 3-axis load cell calibration apparatus.
During this visit, TAI staff checked and verified the performance of the Universal Calibrating Machine. Since TAI was not able to send any of their 3-axis load cells to the Morehouse facility, Morehouse purchased a 3-axis load cell model 3A160, with 10000 N capacity to run the verification tests and demonstrate the calibration system to TAI staff. All the fixtures for 3A160 model load cell with their final design were manufactured and presented to the TAI staff.
Also, the fixtures were used to generate all calibration setups for calibrating a 3A160 load cell in the UCM manufactured for TAI. Repeating the tests shown in Tables 1 and 2 with the final version of the calibration fixtures resulted in even lower crosstalk than the initial design in some cases and received the approval of TAI staff.
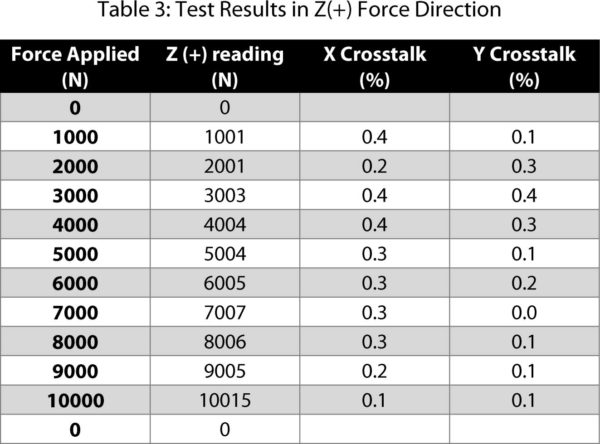
Furthermore, a similar test was conducted in the Z-axis loading direction to complete a set of testing results for all loading axes of the load cell. As shown in Table 3, the crosstalk observed in the calibration of the load cell in the Z-Axis direction was lower than the specified value by the manufacturer at all tested points. In the end, TAI staff (pictured with Morehouse staff below) approved the calibrating machine and the fixtures manufactured for calibrating the multi-axis load cells mentioned in the contract.
If you have a need to calibrate multi-axis load cells, please feel free to contact us at info@mhforce.com. We have designed several adapters that enable calibration with very low crosstalk between channels. More information on our Universal Calibrating Machines can be found here.

If you enjoyed this article, check out our LinkedIn and YouTube channel for more helpful posts and videos.
Everything we do, we believe in changing how people think about force and torque calibration. Morehouse believes in thinking differently about force and torque calibration and equipment. We challenge the "just calibrate it" mentality by educating our customers on what matters, and what causes significant errors, and focus on reducing them.
Morehouse makes our products simple to use and user-friendly. And we happen to make great force equipment and provide unparalleled calibration services.
Wanna do business with a company that focuses on what matters most? Email us at info@mhforce.com.

