

Three essential components to making better torque measurements
Presenting a Tutorial at NCSL International

Presenting a Tutorial at NCSL
Step 1. Write an abstract and state the learning objective. The abstract is the summary of the class. The learning objectives are concise statements about what students will be able to do when they complete instruction.
T17 — Fundamentals of Torque Calibration – Imagine Your Torque Calibrations Are Not As Accurate As You Think They Are. Chances Are They Are Not.
Instructors: Henry Zumbrun, Morehouse Instrument Company, and Clint Cluzel, The Boeing Company
Presenting a Tutorial at NCSL Abstract:
There are three essential components to making better torque measurements.
- The technicians must be competent and realize torque is more than force x length
- The right equipment must be selected, and with torque, it rarely is
- The calibration provider must have low enough uncertainties to meet your needs.
The course will cover the problems with torque measurements, torque traceability, the calibration hierarchy, types of torque standards, the sources of measurement error, torque wrenches, and the proper handling techniques Anyone participating will have enough information to correct problems and start making better torque measurements.
Presenting a Tutorial at NCSL Learning Objectives:
- Understand what torque is and know how uncertainty is calculated in regard to the measurement hierarchy
- Identify torque standards and measurement errors
- Torque wrench types and proper handling
Step 2. Develop a presentation around the abstract and learning objectives.
In this step, we focus on key topics and what will give the most value to anyone attending the tutorial in the short time we have. This part focuses on developing meaningful content that anyone in attendance can use. My passion is focusing on how we can get anyone in attendance to implement the learning and start making better measurements.
The prime focus here is on measurement errors and how to correct them. Of course, attending a few of the Train the Trainer courses offered by NCSL International helps one develop better content.

Presenting a Tutorial at NCSL Step 3. Find an expert on torque wrenches to help present.
I’m cheating a little here. Having given this course for about the last seven years, I have learned quite a bit and the presentation is not even close to what it was back in 2010. Knowing that most people who sign up are going to be interested in torque wrenches, I needed to tweak the class to present information on wrenches.
Morehouse has tested wrenches, but it is not yet part of our core business. Knowing this weakness, I figured I’d “call a buddy” and ask if he would help (a reference to Pawn Stars). So like Pawn Stars, the expert I knew was a star and knew a lot more than I do about torque wrenches. When Clint said he would help, I was elated.
Presenting a Tutorial at NCSL Step 4. Figure out how to combine the entire thing as Morehouse is on the East Coast and Boeing is on the West Coast.
Luckily there are programs like OneDrive and Dropbox to help share content, and since Clint had attended a previous torque tutorial, he knew some of what I would do. Plus, we both allotted some time the day before and the morning of to finalize things.
Of course, the night before we had a few beers as the best conversations and discussions can often be traced back to a good frothy beverage! Clint had some demonstration material and had recently helped CDI design a new torque wrench!
Hoping Clint agrees to present again next year and his name gets added to the sign.

Presenting a Tutorial at NCSL Step 5. Give the presentation and hope the reviews are good.
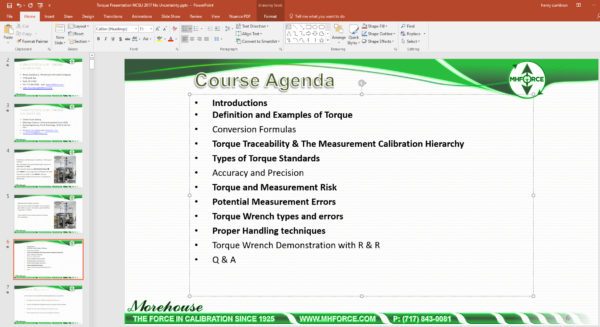
Class Timeline
We start with some Company History and Introductions. We discuss some basics about breaks and timelines, state the learning objectives, and ask everyone for their specific questions we hope to answer. We then give an overview of what torque is and provide examples on the importance of torque and that proper traceability is more than just force times length. We also state that NIST does not offer torque measurements and direct traceability to NIST does not exist. Calibration can be traceable to SI units of length, mass, and time through NIST, but you cannot send a torque transducer to NIST. and have them calibrate it.
Next, we discuss Types of torque standards from primary to transfer standards. We show pictures of equipment from PTB and other labs around the world. We discuss accuracy and precision and how some manufacturers do not take repeatability into their accuracy claims.
Then we are onto a full discussion about measurement risk, and we provide several examples that show how to effectively lower measurement risk.
Break Time: I think, “I hope they put coffee out” There is nothing worse than stating refreshments will be provided and then not having them provided.
Everyone has coffee/tea and has gotten to walk around. I’m getting a bit excited as we are soon getting to the fun stuff. First, we must discuss the serious stuff like potential torque measurement errors. We discuss bending moments, angular misalignment, cosine errors, mass instead of force weights, cable wiring, and worn drives.

We are now ready to move on to both Clint and me discussing wrenches. We start with some basic knowledge. We move to types of wrenches and discuss that most wrenches with a cog assembly can produce a back-torque.
This back-torque can be quite high (in some cases 1/3 of the applied torque) what this will do is loosen the fastener making the measurement invalid.
Clint discusses wrenches and passes some around. He answers several questions, and we ask the class, “Should the wrench be exercised prior to making any measurements?”
There is quite a bit of debate on this topic as technicians and those using the wrenches may not be exercising them. We cited several standards that say the wrench must be exercised prior to use and we decided to test this with the test setup Clint brought with him.

Now we move on to conduct Repeatability and Reproducibility between technicians. We end up with about 6 participants reading the wrench 5 times. We use ANOVA (Analysis of Variance), look at the standard deviations and averages, and compare the technicians against each other. We also answer if there is a difference between exercising the wrench prior to use.

Presenting a tutorial at NCSLI concludes with feedback forms being handed out.
Clint and I both hope to do this again next year and implement the feedback which was very positive with suggestions to bring more wrenches and do more “hands-on”.
Two participants made sure to write “Thanks, Great Job!!!” on the form. All participants said nice words, and most said we exceeded expectations. The exceptional feedback really helps validate all the hard work to make this happen.
Finally, I sent Clint this article to review before I posted it and thanked him for adding exceptional value to all of those who attended. And I thank that Airplane Company you may have heard of for letting Clint attend.
Presenting a Tutorial at NCSL International Conclusion
And special thanks to my Son Harrison Zumbrun for helping with all tutorials, taking most of these pictures, collecting forms for all tutorials, and even guarding the NCSL International coffee on Monday. You are awesome. As a father, I am so proud of you and thoroughly enjoy working with you.
If you enjoyed this article, check out our LinkedIn and YouTube channel for more helpful posts and videos.
Everything we do, we believe in changing how people think about force and torque calibration. Morehouse believes in thinking differently about force and torque calibration and equipment. We challenge the "just calibrate it" mentality by educating our customers on what matters and what causes significant errors, and focus on reducing them.
Morehouse makes our products simple to use and user-friendly. And we happen to make great force equipment and provide unparalleled calibration services.
Wanna do business with a company that focuses on what matters most? Email us at info@mhforce.com.
At Morehouse, we believe in sharing all the knowledge we have accumulated and continue to accumulate. If you do not follow us on LinkedIn, please consider doing so by clicking this link. We constantly post new updates on all things force and torque.
#Presenting a Tutorial at NCSL International # Back-Torque

