

How to Gain Confidence in Your Measurements
In the book Good to Great a concept is illustrated with three intersecting circles, which determine your company’s hedgehog concept. The hedgehog concept is based on asking three questions.
“ 1. What are you deeply passionate about?
2. What can you be the best in the world at?
3. What drives your economic engine?” [1]
Figure 1: Hedgehog Concept developed in the book Good to Great
The hedgehog concept is not a goal, strategy, intention, marketing jargon, or anything arbitrarily set to say in front of others. Many companies say they are world-class, best in class, or whatever words they think will convince someone they are. However, the hedgehog concept is more deeply rooted in understanding your company.
Great companies understand this concept and good companies butcher it. Good companies understand what they are good at and it only makes them good. Great companies focus solely on what they can do better than any other organization, putting them on the path to greatness.
The hedgehog concept can relate to metrology. Using three intersecting circles, we can ensure that our measurements have the appropriate level of risk for our application. Measurement Confidence is the intersection of measurement uncertainty calculated correctly, measurements with metrological traceability, and measurement decision risk calculated with decision rules that give us the appropriate risk.
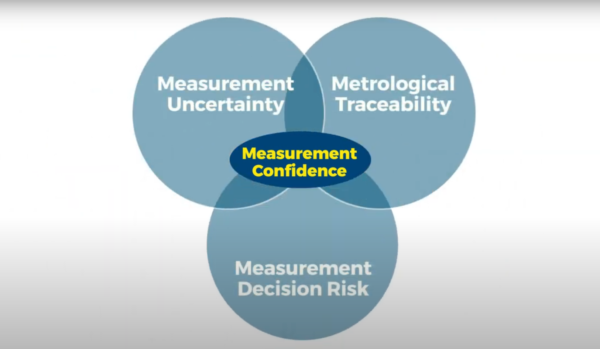
Figure 2: Measurement Confidence Concept
When these circles intersect, we can say our measurements are great, or better known to metrologists as measurement confidence. Morehouse has partnered with our good friend and ally in spreading great metrological practices Dilip Shah of E=mc3 Solutions to put together a 6-minute video explaining these concepts. Since everyone learns differently, you can watch the YouTube video or read the transcript below, then write an action plan.
Measurement Confidence Video Transcript
If you look around your office, a room in the house, or your company, you might see things like doors, windows, furniture, and tables. You may be watching this on your cell phone, tablet, or computer, all of which are manufactured using measurements.
Many of us take measurements for granted in our daily activities, such as powering on appliances, such as our phones, coffee makers, and trusting weather forecasts without giving a thought.
Other activities ensure our safety and comfort, such as doors and windows opening and closing while ensuring a good seal, our house withstanding a strong wind gust, or the floor not collapsing under our load.
Do you know what provides that assurance of safety and comfort? All of these items have been assured using a measuring tool that was calibrated by following a specification, a published standard, or a method. So what if any of these things fail? Does anyone typically question the measurement? Should they? If the person or place responsible for calibrating the equipment has stated that something was good and it fails, they likely may not have in place a system robust enough to establish measurement confidence.
Let's look at the system that ensures measurement confidence. Establishing measurement confidence requires measurement uncertainty, metrological traceability, and measurement decision risk. Measurement uncertainty, which includes precision, is explained in the international vocabulary of metrology. A way to interpret measurement uncertainty is a doubt about the measurement result.
Since we do not make perfect measurements, we must consider the error sources. When all the errors are captured properly, we can describe how well we made the measurement or what our measurement uncertainty is. Some components of measurement uncertainty can be evaluated by type A evaluation or type B evaluation.
Metrological Traceability
Let's first define metrological traceability. That measurement traces back to the international system of units, SI. For force and torque, these SI units are time, length, and mass. The pyramid starts with SI at the top, then NMI, National Metrological Institute, and NIST. If NIST did the calibration of the force weights, then the next tier would be a Primary Reference Laboratory, like Morehouse.
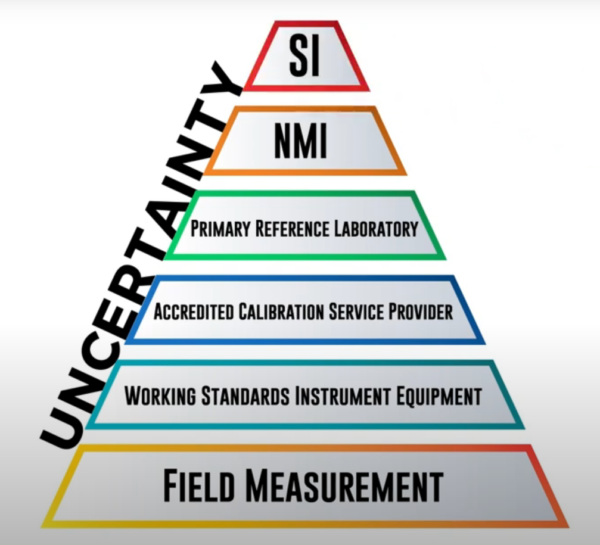
Figure 3: Metrological Traceability Pyramid
Morehouse performs calibrations on load cells for the lower tiers, accredited calibration suppliers, followed by working standards, who in turn calibrate field equipment. Measurement uncertainty also keeps us honest. If we think about making a conformity assessment of pass or fail, the larger your measurement uncertainty, the more likely you are to fail an instrument. Using the analogy of a parking space, when your uncertainty is small you have a parking space large enough to easily park. This small uncertainty means we have more space or range to pass an instrument. However, when your uncertainty is larger, you have less room. If the uncertainty is much larger, you have less range, and sometimes no range at all, to pass an instrument.
Measurement decision risk focuses on understanding decision risk and TUR. When discussing decision rules, we describe how measurement uncertainty is accounted for when stating conformity with a specified requirement. The conformity for most is binary, meaning either a pass or a fail. And some standards recommend setting the limits so a fail occurs if the total risk is larger than 2 percent.
The laboratory shall document the decision rule employed taking into account the level of risk. Many of the decision rules found in documents such as the ANSI/NCSL Z540.3 handbook and the ILAC-G8 use test uncertainty ratio or TUR to help calculate their measurement risk. TUR is defined in the handbook as the ratio of the span of the tolerance of a measurement quantity subject to calibration to twice the 95 percent expanded uncertainty of the measurement process used for calibration. The formula for TUR consists of the span of the tolerance in the numerator. The denominator includes short-term contributions incurred during the calibration such as repeatability, resolution, error in the measurement source, operator error, error and correction factors, environmental influences, and others.
We must standardize definitions when discussing TUR because when significant contributors to measurement uncertainty get omitted, every subsequent measurement will be suspect and bad things may happen.
When we use the appropriate formula and draw the concept, we draw the lower and upper specification limits at 999.5 and 1000.5. Next, we put in the location of the measurement at 1000.4.
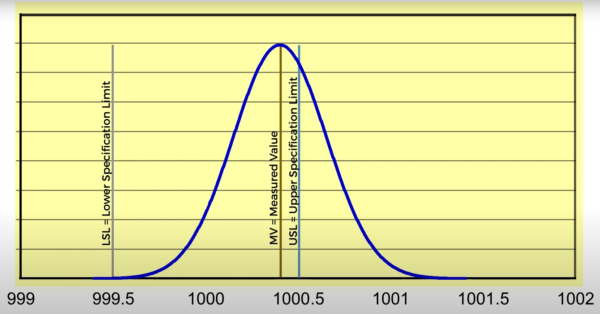
Figure 4: Measurement Uncertainty
The calculated calibration process uncertainty determines the width of the distribution. As you can see, the larger the measurement uncertainty the larger the risk relating to the measurement location. The smaller the uncertainty, the lower the risk. Such is the case in this example when Morehouse performs the calibration.
The ways to reduce the risk are simple: follow the formula for TUR, find calibration labs such as Morehouse with the lowest measurement uncertainties, buy better equipment that is repeatable and has enough resolution, and control the environmental conditions. To ensure confidence in our measurements and make the world a safer place to live in we need to evaluate measurement uncertainty correctly, ensure metrological traceability, and select and apply the decision rule appropriately to make a statement of conformity.
Please join us in spreading awareness by sharing this video as you can help make a positive difference that could prevent a catastrophic event or failure. Be well, stay safe, and make proper measurements. Proudly brought to you by E=mc3 Solutions and Morehouse Instrument Company.
Measurement Confidence Action Plan
How confident are you with the measurements you are making?
Now that you have read How to Gain Confidence in Your Measurements or watched the video, we encourage you to pull out a piece of paper and write down Measurement Uncertainty, Metrological Traceability, and Measurement Decision Risk. Under each topic list items where you can improve. Put at least one item per group. The outcome will be to have confidence in the measurements we make.
Some might be thinking, "I cannot improve my metrological traceability." Are you going to an NMI or a laboratory with Primary Standards for your calibrations? Should you be? Are you closing the loop with Statistical Process Control and Interlaboratory Comparisons (ILC) or Proficiency Tests (PT)? Do you understand how your calibration provider is calculating their Measurement Uncertainty? Might it be worthwhile to understand what you are getting from them? The point is there is always something we miss.
Measurement Confidence - Conclusion
If you enjoyed this article, check out our LinkedIn and YouTube channel for more helpful posts and videos.
I take great pride in our knowledgeable team at Morehouse, who will work with you to make sure your help build your measurement confidence. We have been in business for over a century and focus on being the most recognized name in the force business. That vision comes from educating our customers on what matters most and having the proper discussions relating to force calibration concepts, equipment, and appropriate services.
Everything we do, we believe in changing how people think about force and torque calibration. We challenge the “just calibrate it” mentality by educating our customers on what matters, and what causes significant errors and focusing on reducing them.
In addition, Morehouse makes simple-to-use calibration products. We build fantastic force equipment that is plumb, level, square, rigid, and provide unparalleled calibration service with less than two-week lead times.
Contact us at 717-843-0081 to speak to a live person or email info@mhforce.com for more information.
[1] Good to Great.
#Confidence in Your Measurements #Measurement Confidence #Measurement Assurance #Force Measurement Confidence

